


以下是:桂林市雁山区质量合格的铸铁型材生产厂家的产品参数
产品参数 发货期限 电议 供货总量 电议 运费说明 电议 产品名称: 球墨铸铁棒/灰口铸铁棒 产地: 山东 标准: 国标 产品优势: 无气孔、沙眼、无内部缺陷 产品价格: 5.6元/公斤 产品用途: 机械加工/精密制造 范围 质量合格的铸铁型材供应范围覆盖广西省、桂林市、雁山区、秀峰区、叠彩区、七星区、阳朔县、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市等区域。 【亿锦天泽】以匠心打造多元场景产品,涵盖秀峰堆焊复合耐磨钢板精品优选、灵川堆焊复合耐磨钢板品牌企业、七星堆焊复合耐磨钢板主推产品等。质量合格的铸铁型材生产厂家,亿锦天泽钢铁(桂林市雁山区分公司)为您提供质量合格的铸铁型材生产厂家的资讯,联系人:邢经理,电话:【0527-88266888】、【0527-88266888】。 广西壮族自治区,桂林市,雁山区 夏商周时期,雁山区是“百越”人的居住地。春秋战国时期,归属楚国。1996年12月,经国务院批准,桂林市对市辖区区划进行调整,桂林市郊区更名为雁山区。境内有漓江穿梭迂回,桂林至阳朔旅游通道穿境而过,桂柳、桂梧高速公路在区内交汇。
想知道质量合格的铸铁型材生产厂家产品为何如此受欢迎?观看视频,答案自在其中。
以下是:桂林雁山质量合格的铸铁型材生产厂家的图文介绍长期以来桂林雁山亿锦天泽钢铁有限公司坚持“发展经济、服务社会”的经营宗旨,以 堆焊复合耐磨钢板市场为导向,以科技为依托,科学管理,科学决策,不断总结积累生产技术经验,积j i引进先进的生产技术和设备,努力提高生产技术水平,提高 堆焊复合耐磨钢板产品科技含量,保持生产技术水平始终处于同行业较前位置。同时建立了一整套完善的售后服务体系,优化 堆焊复合耐磨钢板服务质量,注重服务实效,健全市场管理。跟踪市场调查,反馈用户意见,诚实守信,满足用户要求,取得良好效果。通过不断努力,企业管理水平明显提高, 堆焊复合耐磨钢板规模效益逐步扩大,企业综合实力不断增强,企业已迅速迈入经济发展的快车道,企业发展前景广阔。
具有良好的耐压性能,没有漏油,渗油现象。三机械加工性能好。铸铁型材硬度均匀,切削性能好,加工合格率达95%以上,加工零件的精度高,表面光洁。可对铸铁型材表面进行玻璃,搪瓷涂层,铜,铬,钨电镀,渗碳,渗氮处理等,其性能远好于砂型铸铁件。铸铁型材因其独有的组织特点及优异的力学性能,已经广泛应用于机床,液压气动,汽车及动力,印刷及纺织机械,模具,制冷压缩机,冶金机械等行业。
砂眼,夹渣,裂纹,疏松等缺陷。宁波全茂铸铁型材具有良好的强度,密度,抗拉,减压,抗磨性,产品表面光洁,尺寸精度高,加工余量小。其中为显著的特点是,机械性能优越,有着度与高韧性相结合及优良的抗疲劳性能。具体表现在以下几个方面:材质纯净,组织致密,石墨细小圆整,球化率高,球数多。力学性能优良。在相同的碳当量下连铸球铁型号材抗拉强度,伸长率和冲击韧度均得以提高,特别是伸长率提高比较显著。
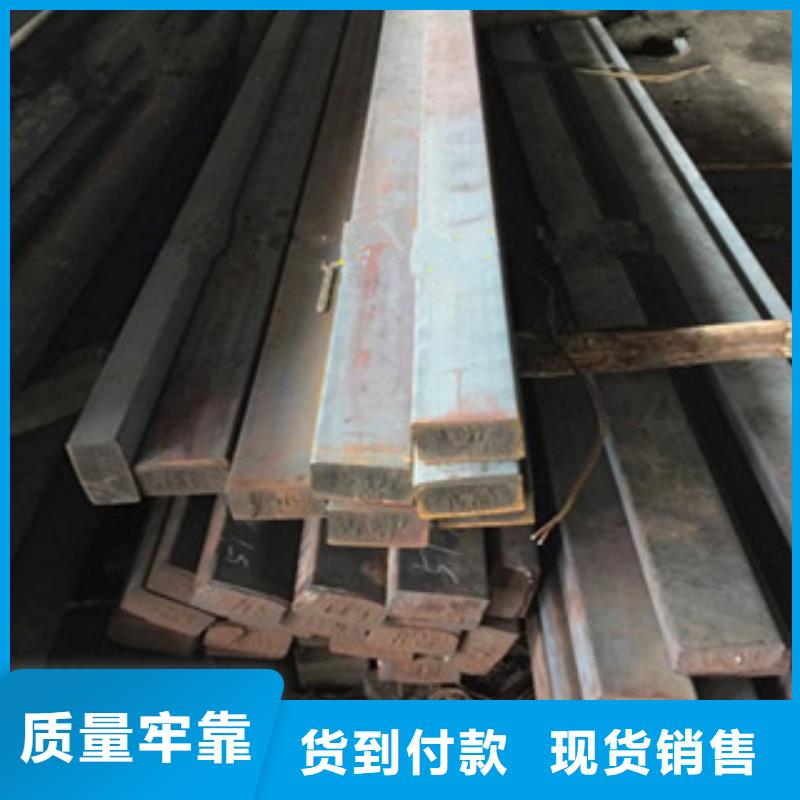
灰铁,合金铸铁。该产品广泛用于汽车,火车,空调压缩机,滚套,车床,液压,高速线材等各种机械工业精密机件制造。铸铁型材特点:铸铁型材彻底的以往普通铸铁产品存在的气孔,砂眼,夹渣,裂纹,裂缝等缺陷。铸铁型材具有良好的强度,密度,抗拉,减压,抗磨性。产品表面光洁,尺寸精度高,加工余量小等特点。其中为显著的特点是,机械性能优越有着度与高韧性相结合及优良的抗疲劳性能。
实用新型采用的技术方案,与砂型铸造相比,表现在机械性能提高,切削性能提高,表面光洁,加工余量小,可直接加工成阀体、齿轮泵外壳,液压导向套等,比实心型材的再加工大大提高了工效。空心铸铁型材生产,基本有三种方式, 种采用垂直下拉的间歇式连铸铁管生产装置,该装置因生产的型材致密性差已被淘汰;第二种采用水平连铸加内结晶器的生产装置生产空心铸铁型材,由于该装置结晶器顶部与底部存在较大温差,为防止顶部漏铁而放慢拉速,导致型材下部过冷,与石墨套内壁摩擦力过大,超过石墨的抗拉强度导致石墨套下部常常拉断,很难实现连续生产;第三种采用无芯的垂直上拉空心铸铁型材连铸生产装置,该装置采用重力场、温度场、电磁场等联合作用所产生的“复合物理场”约束成型,由于该“复合物理场”约束成型的条件要求较为严格,生产成本高,制约了型材的种类,因此限制了其应用。
球化处理是球铁生产的重要环节之一,盖包法是针对冲入法存在的缺点进行改进而开发出来的一种球化处理方法。它的优点是减少镁光、粉尘等污染、提高镁的吸收率、能有效地提高球铁的综合性能等。 本试验根据江铃铸造厂的技术要求,采用盖包法球化处理工艺,分析论述了铸态铁素体硅钼球墨铸铁制备工艺中的技术重点及难点,选取化学成分、球化剂及孕育剂种类、孕育剂加入量、钼含量等参数进行试验研究,有针对性地调整及优化,寻求佳的制备工艺参数,以稳定地生产出高性能铸态铁素体硅钼球墨铸铁。 试验采用中频感应电炉熔炼铁液,铁液主要化学成分范围控制在3.3-3.5C%,2.7-2.9Si%;采用快速热电偶测温,控制铁液的出炉温度。出炉时铁水温度尽量控制在1500-1550℃之间;以1530℃为佳。铁液由电炉熔化后倒入经过烘干的球化包中及提包内进行球化及孕育处理。将处理好的铁液浇注Y块,同时进行随流孕育。浇注成型后的试样经过60分钟左右开型,在空气中冷却到室温。
铸铁中常见的C,Si、Mn、P、S中,C,Si是强烈促进石墨化的元素,S是强烈阻碍石墨化的元素。实际上各元素对铸铁的石墨化能力的影响极为复杂。其影响与各元素本身的含量以及是否与其它元素发生作用有关 ,如Ti、Zr、B、Ce、Mg等都阻碍石墨化,但若其含量极低(如B、Ce<0.01%,Ti<0.08%)时,它们又表现出有促进石墨化的作用。
质量合格的铸铁型材生产厂家,亿锦天泽钢铁(桂林市雁山区分公司)为您提供质量合格的铸铁型材生产厂家产品案例,联系人:邢经理,电话:【0527-88266888】、【0527-88266888】。








